
1.爐簡體內環焊縫埋弧自動焊機組成
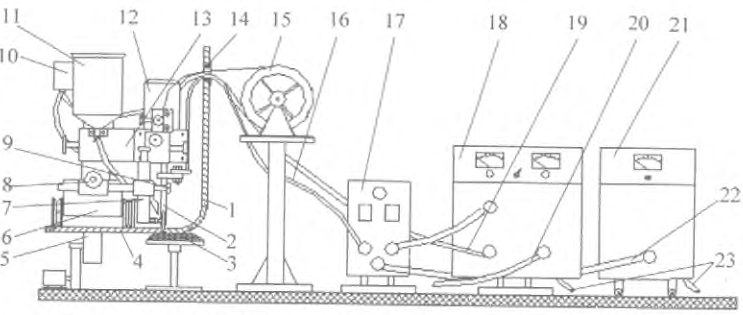
機主要由焊接小車、焊劑托盤、電控箱、送絲盤、焊接電源和筒體轉胎六部分組成。鍋爐簡體內環焊縫埋弧自動焊機工作原理如圖1所示。焊接小車是核心部分,焊接電源、簡體轉胎和送絲盤為常規設備。
2.心部分重要組件的作用、組成和工作原理
2.1焊接小車
焊接小車是整機的執行機構,也是焊接操作最重要的部分。由圖1可知,它主要由車體6、送絲機12、焊槍2、焊槍調整機構13、焊劑料斗11、焊縫跟蹤器7、裝置8、裝置9、焊接操作盒10等組成。車體6采用四輪雙驅動方式,一臺電動機拖動,四輪輪緣外輪廓圓柱表面有直紋滾花,以保證驅動不打滑,并制有900V型環槽,使該焊接小車在平焊時可沿V形軌道行走。焊劑料斗11和送絲機12安裝在焊槍調整機構13的水平調整部分上,焊槍2裝在送絲機12上,它們均隨焊槍調整機構13的豎向調整或水平調整而動。焊劑料斗11本身設有放劑閥和輸送管。夾具9負責焊縫跟蹤器7的豎向定位和夾緊。它安裝在水平調整裝置8的靠近焊縫一端,而水平調整裝置則固定在車體的前端。焊接小車從人孔搬人筒體4內,將焊槍2的槍嘴置于焊縫的垂直上方,焊接小車平行于焊縫放置于筒體4最低點。將焊接操作盒lO也安放在焊接小車上,送絲盤15上的焊絲、焊接把線19、電控線16一并從封頭斷面的中心孔接到焊接小車相應位置上,焊接地線20與簡體4相連。絕緣套14是為了防止短路。
2.2焊縫跟蹤器
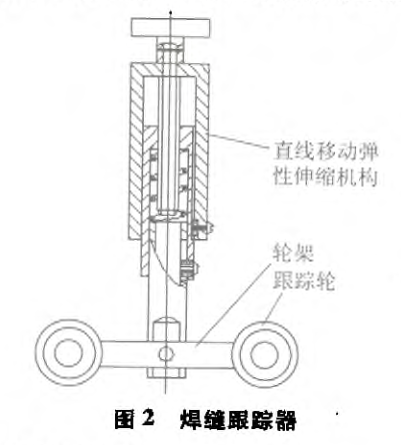
焊縫跟蹤器是保證焊接質量的關鍵部件,依靠它為焊接小車行走強制導向,從而保證焊槍2始終不偏離焊縫。它由兩個導向輪、一個輪架、一套直線移動彈性伸縮機構組成,結構如圖2所示。焊縫跟蹤器7通過豎直調整夾具9與安裝在焊接小車前端的水平調整裝置8相連。工作時焊縫跟蹤器的兩個跟蹤輪騎在焊縫中,依靠焊縫為其導向,并在彈性壓力下,兩輪始終沿焊縫滾動,通過機械強制力使焊接小車跟隨其始終與焊縫保持等距行走。
2.3焊槍調整機構
焊槍調整機構是為調整焊槍2和焊劑輸送口相對焊縫位置而設置的。焊槍調整機構13由豎向調整和橫向調整兩部分垂直組合而成,豎向調整部分與焊接小車車體相連。橫向調整部分安裝在豎向調整部分移動塊上。焊劑料斗11和送絲機12均安裝在水平調整部分上。送絲機12與焊槍調整機構13之間采用絕緣連接。通過豎向或橫向調整部分的相關手柄便可調整焊槍2和送劑口的位置。
2.4焊接操作盒
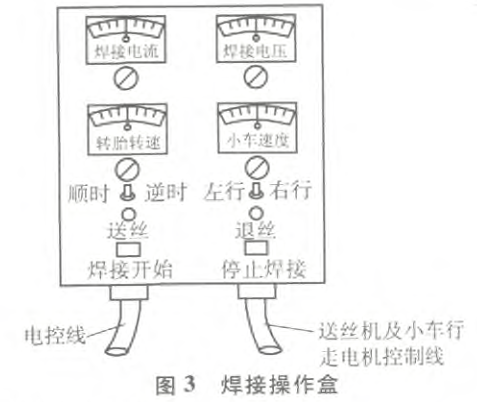
焊接操作盒10是焊接操作的控制單元,焊前準備、焊接開始、焊接過程參數調節、焊接結束都在其上面進行操作,其組成單元如圖3所示。根據不同的工作狀態和需要,選擇焊接操作盒上相應的旋(按)鈕進行調節,實現工作要求。
2.5焊劑托盤
焊劑托盤3的作用是托弧、防焊漏。它由圓形托盤和軸座組成,兩者組合后托盤可繞軸座自由轉動,安放位置如圖1所示。焊接工作時,隨著筒體的旋轉,焊劑托盤與焊劑一起繞軸座作水平轉動
3.焊接
3.1焊前準備
(1)鍋爐簡體4與封頭3按對接方式采用V型坡口組對。組對焊點只允許設在外環縫上,內環焊縫不準有焊點,避免妨礙焊縫跟蹤。
(2)將焊接小車從簡體人孔搬入筒內,并按圖1所示位置安放。焊槍2垂直焊縫,槍口對準焊縫中心,焊槍距焊接小車最近一側輪端面約100Ⅲ。焊縫跟蹤器7也參照焊槍的位置調整,將兩個跟蹤輪調整進入焊縫中并彈性壓緊。焊劑料斗11加滿焊劑。
(3)將焊絲盤15及其支架靠近封頭中心外側安放。焊接電源18、轉胎5和電控箱17分別通過動力線23接人供電電源,并按焊接要求互相連接。再將電控線16、焊絲和焊接把線19一并從封頭中心孔進入筒內,將它們與焊接小車的相關部分連接。
(4)將焊劑托盤3置于待焊焊縫下方距焊縫外表面約50liral處,焊劑托盤3中心偏離焊縫約100mm(見圖1),在焊劑托盤3與簡體4之間充滿焊劑。
(5)簡體內外大部分組合連機之后,通電聯機調試,使整機各部分的動作在焊接操作盒10控制運行。
(6)按焊接工藝要求,在焊接操作盒10上設定焊接電流和焊接電壓。
(7)通過焊接操作盒10設定焊接小車的焊接行走方向和行走速度;設定轉胎5的轉向(與焊接小車行走反方向相反)和轉速,使焊接小車與轉胎5兩者的運動速率相同。
(8)點動“送絲”按鈕,使焊絲端頭抵到焊縫中心,焊絲桿伸長約25 into。打開焊劑料斗11放劑闥對焊點進行焊劑埋敷。
3.2焊接待一切準備就緒后,便可進行焊接。
(1)在焊接操作盒lO上按下“焊接開始”按鈕,焊接開始。此時焊接小車按預先設定的焊接方向和焊接速度行走,同時轉胎5也隨之反向同步轉動。
(2)焊接過程中,操作者要注意觀察焊接電流和焊接電壓,一旦偏離設定值較大對應及時調整。
(3)焊完一段焊縫后,應清除焊道上的焊劑和焊渣,查看焊縫熔合和成形情況。如焊道熔合不好,適當加大焊接電壓;若焊道加強高不夠,降低焊接小車行走速度;若焊道成形偏離焊縫,通過調整焊槍調整機構13上的橫向調整部分對焊槍位置糾偏。
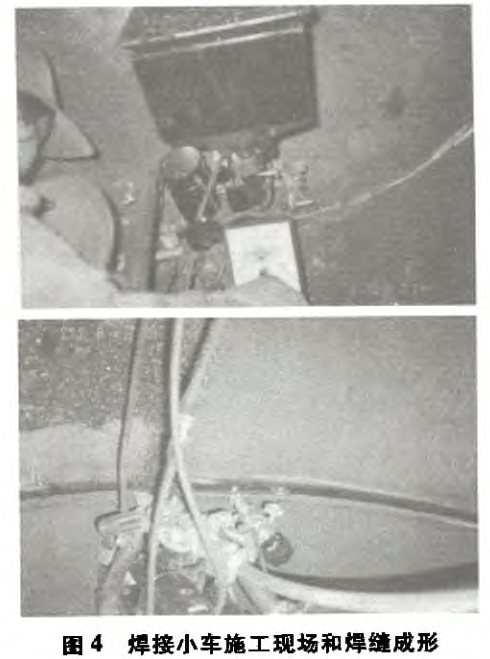
(4)焊接過程中,焊縫跟蹤器7將始終為焊接小車導向。在焊接臨近頭尾相接時。跟蹤輪將失去焊縫依托,但靠原已形成的導向作用延續,焊接小車仍會沿焊接反向繼續前進直至與焊接起點重合。完成焊縫對接后,按下焊接操作盒10上的“停止焊接”按鈕,內環縫焊接結束。焊接小車施工現場和焊縫成形如圖4所示







 中文
中文 English
English Espa?ol
Espa?ol русский
русский Portugal
Portugal ???????
??????? fran?ais
fran?ais Deutsche
Deutsche 日本語
日本語 Indonesia
Indonesia
